
- 블로그
- 웨비나
- 유용한 웹
- 이벤트
자동견적 시스템 이용이 가능한 경우
※ 가장 저렴하게 이용 가능- STL, OBJ, WRL, DAE, X3D형식의
파일이 준비된 경우
- 모델에 면처리 오류가 없는 경우
- 체적을 계산할 수 있는 모델의 경우
셀프견적
주문이 가능한 견적서 요청 시 Only!
- 치수가 기입된 도면이 준비된 경우- 3D 모델링 데이터가 있는 경우
- STL형식 등으로 변환이 어려운 경우
- 자동견적 대상이 아닌 재질의 경우
(예 : 실리콘, CNC 정밀가공, 도자기
등...)
맞춤견적 문의
구체적인 도면이 준비되지 않은 경우
- 스케치 정도만 준비되어 있는 경우 - 견적과 상관없는 일반 문의의 경우- 대략적인 사이즈 만으로 가격 문의
대략견적
1:1 문의
|
2016년 04월 04일
Top-down 출력방식 DLP 프린터 Octave Light R1
 |
|
작년 3D몬이 개발 진행을 하고자 했었던 DLP 3D 프린터가 Top-down 출력방식이었습니다. 이 Top-down 방식을 적용한 프린터들이 공개되기 시작했습니다. 그중 홍콩과 중국에 기반을 둔 Octave Light 라는 스타트업 업체가 공개한 R1 제품이 3D몬의 관심을 상당히 끕니다. 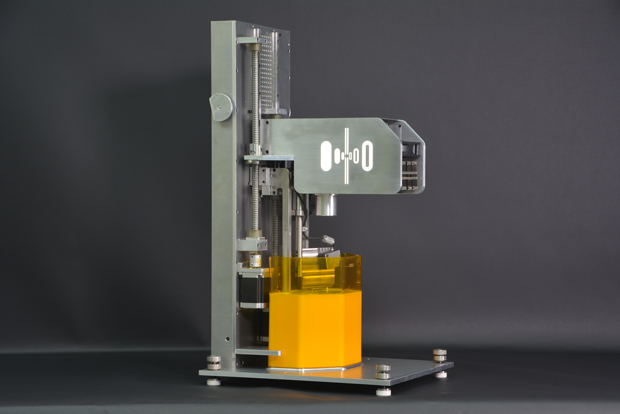 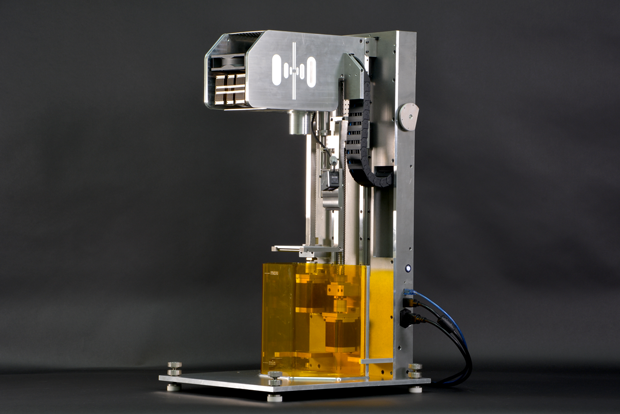 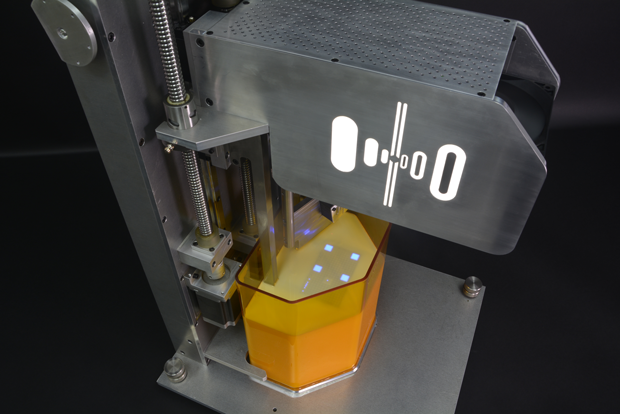 공개된 제품의 상태가 위 사진과 같이 알루미늄 및 스테인레스 뼈대로만 구성되고 하우징이 없어 어찌보면 볼품없어 보이기도 합니다. 나름 견고한 구조로 진동을 줄여 출력물의 품질을 높이고자 했다고는 하나, 그렇다고 하우징(케이스)이 없는 상태로 출시하는 것은 좋은 판단은 아닌 듯하여 아쉽습니다. 그래도 최소한 UV 차단 오렌지색 커버는 적용했다고 합니다. ㅜㅜ 제품 디자인에 조금 투자를 하면 좀 더 돋보일 수 있을텐데 안타깝습니다.  외관은 그렇다치고, 뒤에 설명하겠지만 적용된 메카니즘 자체는 훌륭한 상태로 판단됩니다. 잠시 Top-down 출력방식에 대한 설명을 해야할 듯 싶습니다. 대부분의 DLP 3D 프린터들은 출력물이 위아래가 뒤바꾼 상태, 즉 꺼꾸로 매달려 출력되는 Bottom-up 출력방식이 적용되고 있습니다. 반면, 산업용 고가(高價)의 대형 SLA 프린터들은 거의 모두 레진이 담긴 컨테이너 속으로 출력물이 잠기며 출력되는 Top-down 방식을 채택하고 있습니다.
 [ Bottom-up 방식. Carbon3D ]
 [ Top-down 방식. Octave Light R1 ]
DLP 프린터는 DLP 프로젝터를 이용하기 때문에 높은 해상도로 출력한다면 출력가능한 출력물 크기가 그리 크지 않습니다.
예로 1920 X 1080p의 Full HD 프로젝터를 이용하여 XY축 해상도를 50um(0.05mm)로 출력한다면 XY 방향 최대 출력크기는 96 X 54mm 밖에 되지 않습니다.
어짜피 출력물이 크지도 않은데, 굳이 복잡한 구조에 다소 큰 크기, 또한 그만큼 생산단가 높은 Top-down 출력방식을 DLP 프린터에 적용할 필요가 없다는 것이 일반적인 견해일 것입니다.
그래도 3D몬이 Top-down 방식을 주목하고 있는 이유는 딱 두가지,
1) 낮은 출력 실패율과
2) 서포터가 많이 붙지 않아 모델의 원형의 회손이 덜하다라는 점 입니다.
Bottom-up 방식의 경우 출력물을 중력의 반대되는 방향으로 올리며 출력하기 때문에 플랫폼에서 출력물이 떨어져 버리거나, 서포터를 충분히 붙여주지 않을 경우 출력물이 서포터로부터 분리되어 품질이 엉망이되는 경우가 빈번합니다. 특히 단면적이 큰 솔리드한 모델을 출력할 경우 실패율이 상당히 높아집니다.
Top-down 방식의 경우 출력물이 중력방향인 아랫쪽으로 내려가기 때문에 모델에 붙는 서포터의 수가 Bottom-up 방식에 비해 상대적으로 적어도 됩니다. 그만큼 출력물의 표면에 서포터를 덜 붙여도 되고, 출력 후 서포터를 제거하기가 상당히 수월하다는 것이 큰 장점입니다. 이렇게 명확한 장점이 있는 Top-down 방식이 이제 보급형 3D 프린터에도 제대로된 기술로 적용이 되기 시작했다라는 점은 상당히 의미가 있겠습니다.
최근 몇몇 시도는 있었으나 현실적으로 3D몬에서 기대하는 출력품질을 보여주는 제품은 Octave Light R1 이 처음입니다.
Charles Lo 또한 이런 점에서 Octave Light R1에 대해 상당히 자부심을 갖고 있는 모습니다. 그래도 쇳덩어리(너무 무식한 표현인가요? ^^)들 하우징 안에 좀 넣었으면 좋겠습니다. ^^
다음은 훌륭하다고 표현했던 Octave Light R1의 메카니즘입니다.
정확한 레이어 두께를 유지할 수 있도록 레이져 센서를 사용합니다.
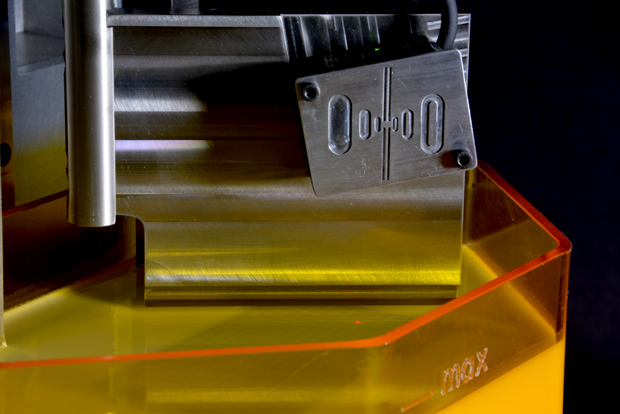 센서로 측정된 두께만큼 와이퍼를 이용하여 레진을 균등하게 발라주고 경화시킵니다.
  출력이 다 끝나면 출력물이 멋지게 올라와 모습을 드러냅니다.
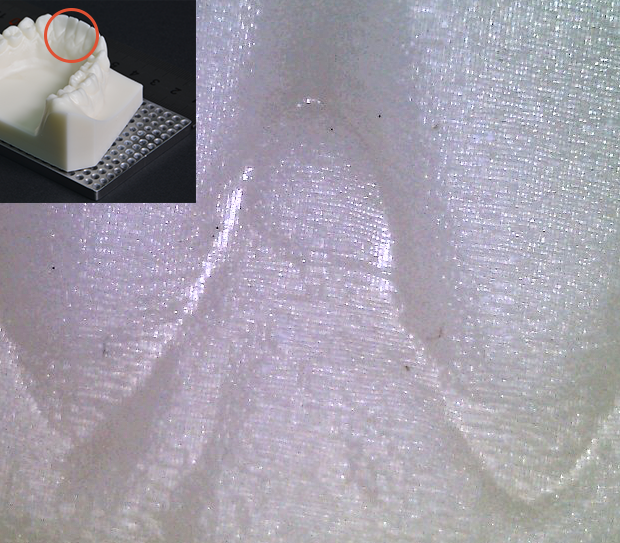
아래 사진에서 볼 수 있듯이 출력물의 해상도는 상당히 훌륭하며, 서포터가 단순하고 적게 붙어 있는 것을 확인할 수 있습니다.
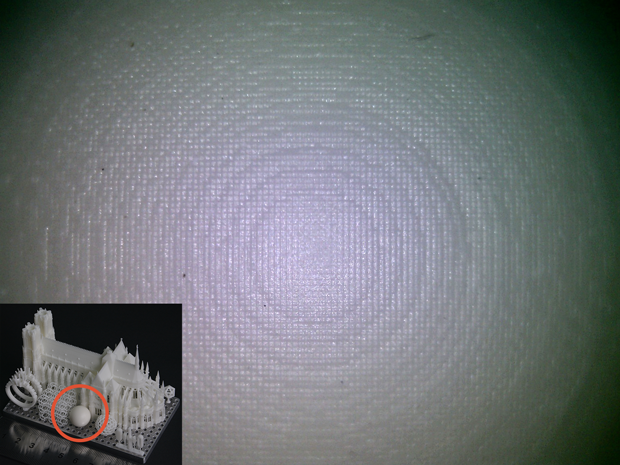
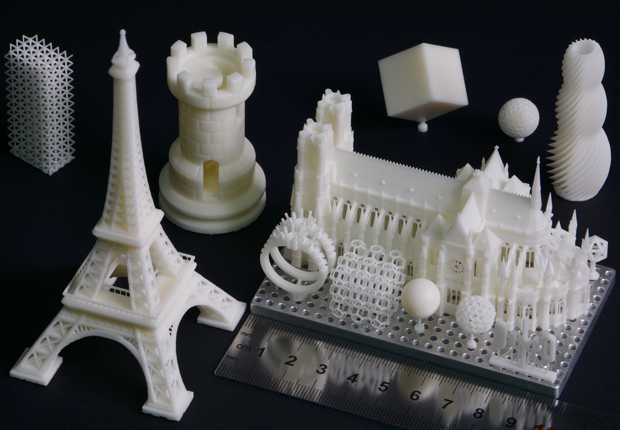 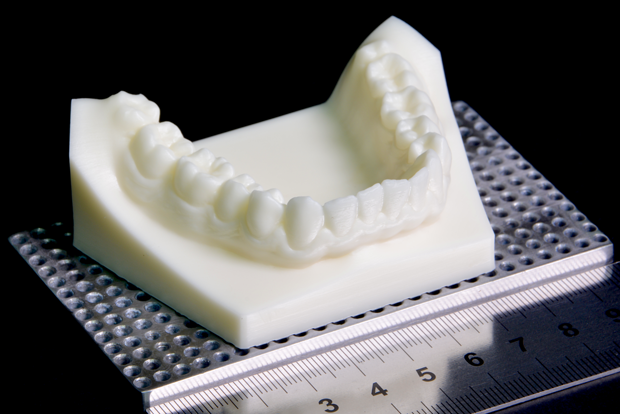 아래 확대사진에서 볼 수 있듯이 프로젝터의 픽셀까지 표현될 정도로 촛점을 명확하게 제어할 수 있는 듯 합니다.
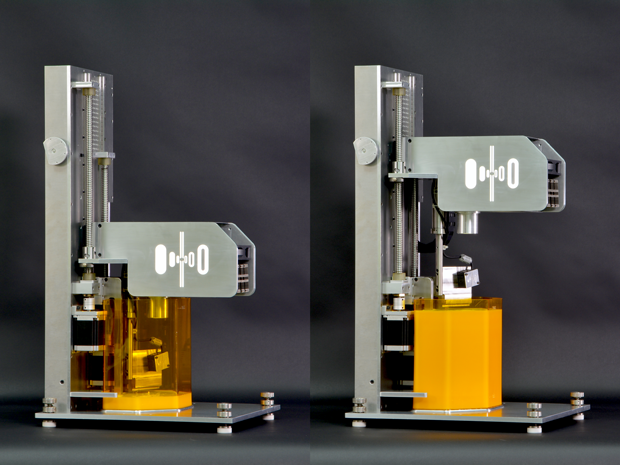
  컨테어너의 레진량에 맞게 프로젝터 위치가 자동으로 조절되어 정밀한 출력이 가능하다고 합니다.
하지만 아래 사진처럼 레진량이 너무 적으면 높이가 낮은 출력물만 출력이 가능하겠죠.
 Octave Light R1은 지난 3월 중순부터 인디고고(Indiegogo)에서 펀딩 캠페인을 진행중입니다. 소비자 가격이 아닌 예약구매 할인 가격이 $4,595~$5,959로 기대했던 것보다 상당히 비쌉니다. 참 아쉽습니다.
오늘 인디고고 캠페인을 확인하니 아직도 후원자가 단 1명입니다.
이전의 Bottom-up 출력방식 프린터들의 소셜펀팅 캠페인 가격들이 약 $2,000 정도였던 것을 감안하면 Octave Light에서 제시한 가격은 상당히 비싸게 느껴질 수 밖에 없습니다. 구성품들을 감안하면 그리 비쌀만한 사항이 없어 보이기 때문에 인디고고에서 캠페인에서 참패를 하고 있는 것으로 예상됩니다.
차라리 하우징을 제대로 갖추고 보급형 산업용 기기로 출시하는 것이 나았을 듯 싶습니다.
대상 마켓과 마케팅 방법을 잘못 선택하지 않았나하는 생각입니다.
쥬얼리 분야 등의 전문가 영역에서 충분히 욕심낼만한 출력 품질임에는 틀림없기 때문에 전문가 마켓을 공략하는 것이 낫지 않을까 합니다. 그러기 위해서는 제대로된 하우징은 필수겠지요.
ㅜㅜ 이럴 때 3D몬은 또 다시 제품을 만들고 싶은 충동을 느낍니다.
 |
| 댓글 0 |
|
|
  |
블로그 INDEX




(주)쓰리디몬
주소 : 서울시 송파구 법원로11길 25(문정동), H비지니스파크 B동 512호 | 대표 : 조중현
쇼룸 : H비지니스파크 B동 512호 | A/S : H비지니스파크 B동 지하3층 B307호
사업자등록번호 : 876-87-00373 | 통신판매신고번호 : 2019-서울송파-1844
개인정보관리책임자 : 박정배 | 호스팅제공자 : 카페24(주)
고객센터 (10am~5pm) : 02-546-2617 | Email : support@3dmon.co.kr

주소 : 서울시 송파구 법원로11길 25(문정동), H비지니스파크 B동 512호 | 대표 : 조중현
쇼룸 : H비지니스파크 B동 512호 | A/S : H비지니스파크 B동 지하3층 B307호
사업자등록번호 : 876-87-00373 | 통신판매신고번호 : 2019-서울송파-1844
개인정보관리책임자 : 박정배 | 호스팅제공자 : 카페24(주)
고객센터 (10am~5pm) : 02-546-2617 | Email : support@3dmon.co.kr
© Copyright 2026 3DMON Inc. All rights reserved.

